Identifying lead indicators and obtaining critical plant floor metrics in real-time gives small and mid-sized manufacturers insights that allow them to see — and react — to problems now while boosting performance tomorrow.
Prepared by The MPI Group and MAGNET
Information powers improvement — yet many manufacturers are powerless. Most manufacturing leaders don’t know what’s happening in their plants right now.
The information vacuum is even worse at SMEs: executives at these companies can rarely get their hands on real-time information regarding critical metrics. For example, less than a third of SMEs have a real-time capability to monitor and measure process-specific safety within their plants. Worst of all, a staggering percentage of SMEs have no information about key performances (Figure 1).[1] A full 11 percent have no capability to track safety.
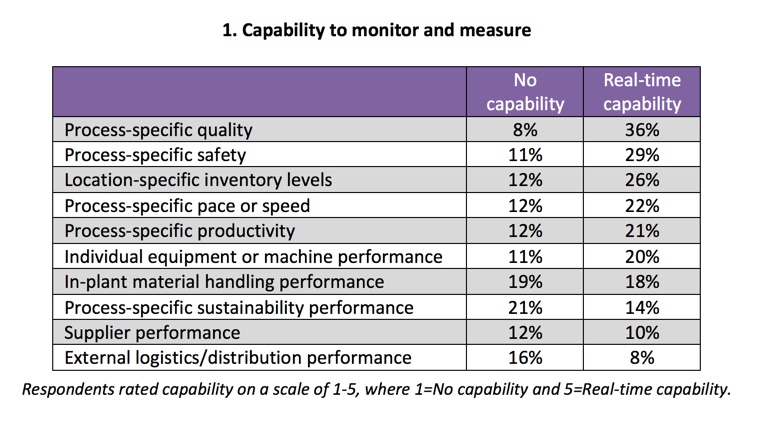
Imagine working at one of the SMEs that don’t know if equipment is operating (11 percent), or how much inventory is lying around (12 percent), or internal cycle times (12 percent).
Leaders at SMEs often rely on weekly or monthly reports to see how well — or poorly — they’ve performed. These “lag measures” are frequently so far removed from root causes that drive them that tackling those issues is impossible. Only with “lead indicators” can manufacturers see — and react — to problems now while boosting performance tomorrow.
Appropriate lead metrics vary based on the type of operations within a company. For example, an asset-intensive operation will focus on measures related to equipment, such as unplanned machine downtime. Real-time monitoring and tracking of downtime will A) trigger repairs to stop the problem and B) indicate potential damage to top and bottom lines if the problem persists.
Similarly, labor-intensive operations will look at employee productivity figures — e.g., pieces produced per hour or minute, as well as related metrics that impair labor performance (safety, absenteeism, labor turnover).
But it’s not enough to identify lead indicators. Supervisors and front-line associates must also:
- Understand what they mean to the business: A single reworked product may seem inconsequential until the cost of rework is clearly identified, especially if that cost reduces the employee bonus pool.
- Know where to find them: Lead measures should be accessible and visible throughout the facility.
- Have the skills and authority to take action: Employees must have the problem-solving training that enables them to fix problems within their control, or to escalate problems to those who can assist.
Are you a leader — or a laggard?
[1] MPI Manufacturing Study, The MPI Group; companies with revenues of less than $25 million;
© 2017 The MPI Group